Le Cheviot
 Historique du PS Cheviot.
Historique du PS Cheviot.
Malheureusement vraiment très peu d’information sur ce bateau !
On ne connait ni le concepteur ni le constructeur de celui-ci. On sait seulement qu’il à été lancé en 1863 sur le lac de Wakatipu en Nouvelle Zélande, ile du Sud. On ne sait pas jusqu’à quelle date celui-ci à navigué.
Je vous fais part tout de même de quelques informations sur un bateau du même type qui a été construit 5 ans après le Cheviot et qui circulait également sur le lac de Wakatipu, il s’agit du vapeur Antrim.
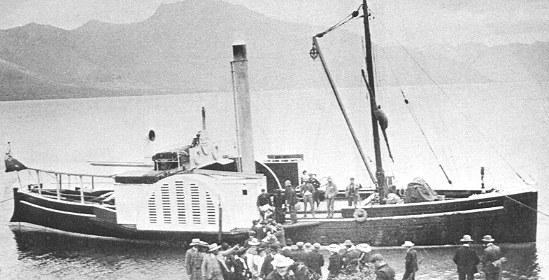

Ce dernier, plus gros que le Cheviot puisqu’il avait une longueur de 27 mètres avait été construit entièrement en bois dans la scierie de J.W. Robertson et Compagny à Grennstone sur le rivage du lac Wakatipu. La construction avait débuté en mars et le bateau avait été lancé le 28 octobre 1868. Une machine à vapeur bi-cylindres de type compound entrainait en direct les roues à aubes à pales fixes qui étaient bien sûr en bois également.
Il est permis de supposer que le Cheviot, qui devait avoir une longueur d’environ 14 mètres à probablement été construit dans la même scierie et a été en quelque sorte le prototype permettant par la suite la réalisation de bateaux beaucoup plus grands pour le transport marchandises et de passagers.
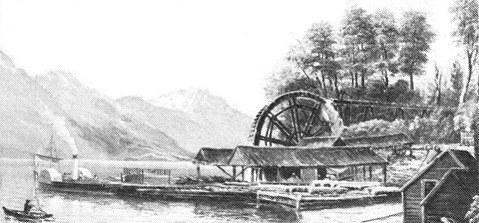

Le détail d’une peinture datant de 1882 montre l’Antrim à la scierie ou il a été construit. On remarque l’énorme roue à eau qui donnait la force motrice à la scierie

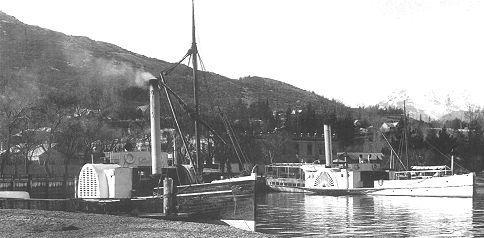
Une photo montre également l’Antrim au port de Queenstown avec, à droite de la photo, le Mountainer construit en 1879. Le Mountainer est le premier bateau disposant de roues à aubes à pales articulées ce qui améliorait considérablement le rendement de celles-ci.

En 1911 on abandonnait le système de propulsion par roues à aubes au profit de la propulsion à hélice en conservant toutefois les moteurs à vapeur
Toutes ces informations sont tirées du site http://www.nzmaritime.co.nz/antrim.htm
Revenons maintenant au Cheviot puisque c’est bien de ce bateau qu’il s’agit et que je désire construire à l’échelle 1/12 ème.


Cliquez sur l'image pour agrandir

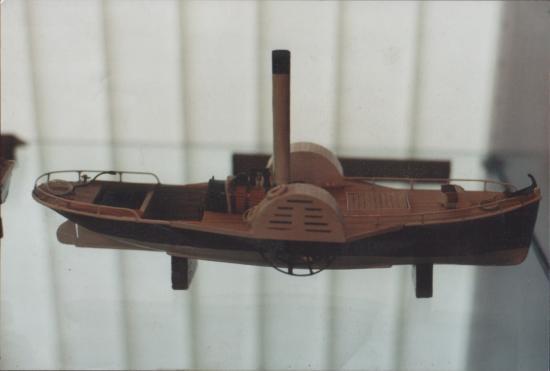
Ces deux photos représentent une maquette du Cheviot qui a été construite à l’échelle 1/48 ème d’après une gravure du musée d’Arrowton. Elle est exposée au terminal du TSS Earnslaw à Queenstown en Nouvelle Zélande. ( Photo Christian Meyer.)
C’est donc ces deux photos qui serviront de base à la réalisation de ma future maquette. Il suffit de bien observer et de reproduire le plus fidèlement possible ce que l’on voit et de tout simplement imaginer ce que l’on ne voit pas.
Deux ans plus tard, soit en août 2008, j’ai contacté Christian pour lui demander quelques renseignements. Celui-ci m’a transmis quelques photos de sa maquette qui me seront très utiles pour mener à bien ma propre construction. Je le remercie pour sa disponibilité et sa gentillesse.
Soyons clair, je n’envisage nullement de faire la copie conforme du bateau de Christian Meyer, je n’arriverais de toute manière pas à égaler celui-ci, tant sa construction est bien faite.
Je vais tout simplement, comme lui, m’inspirer des deux photos de la maquette prises en Nouvelle Zélande et en faire une copie, ni meilleure, ni moins bien que celle de Christian, tout simplement différente, et à une autre échelle, c’est-à-dire légèrement plus petite. ( C’est la largeur maximum du coffre de la voiture qui à décidé de la longueur du bateau ! )
Croquis et plans.
Pas d’ordinateur avec programme de dessin ! Pour un bateau lancé en 1863 se serait une hérésie. Utilisons donc la planche à dessin et tous les accessoires que plus personne n’utilise dans un bureau technique. La seule entorse à cette règle sera la calculette.
Voici les dimensions de cette future maquette : Longeur
Le poids définitif s'avère être de de 8kg800, je ne m'étais donc pas trompé !
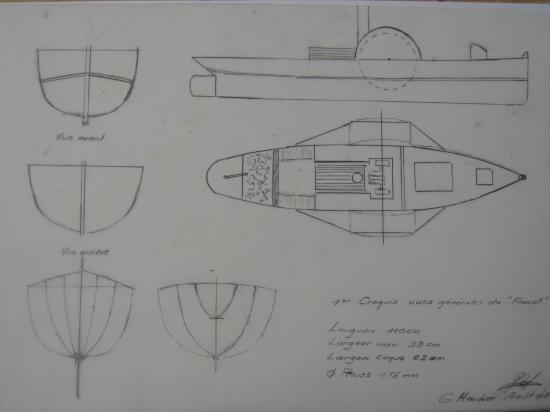

Premier croquis d’étude réalisé à main levée. Cliquez sur l'image pour agrandir

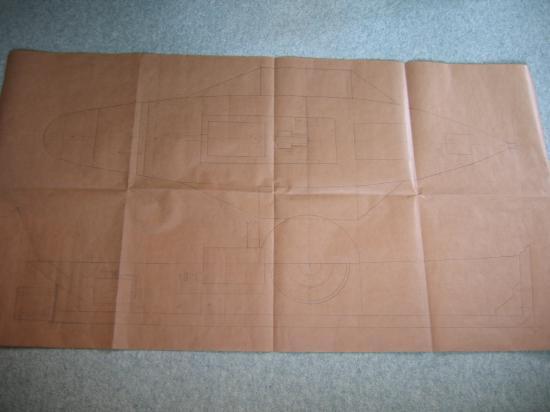
Vue générale à l’échelle dessinée sur papier Kraft
Je dessine donc premièrement une vue générale du bateau à l’échelle, puis de chaque faux couples. Sur ce même plan, j’étudie également l’implantation du groupe vapeur et du système de réduction puisque je vais réduire de 1/3 entre la machine et les roues.
3 tours à l’arbre machine pour un tour des roues à aubes, soit 135 tours minutes à la machine pour 45 tours minutes des roues en vitesse maximum.
Le but de la réduction est d’avoir une meilleure stabilité ( régularité ) de rotation des roues et une légère augmentation du couple sur ces dernières.
Tout ceci n’est qu’estimation ou supputation, rien n’est certain et tout sera vérifié en cours de construction, puis finalement à la première navigation.




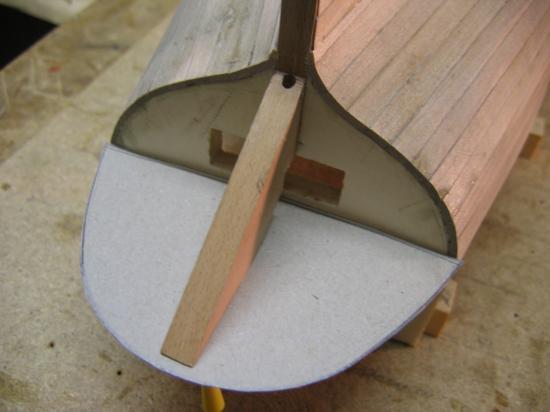
Voici les couples découpés avec la quille, l’étave et son marsouin pour l’avant, et l’étambot avec l’alonge de voûte pour l’arrière.
La suite de la construction sur les pages suivantes.
Aprés avoir réalisé une belle rablure, le tout est maintenant soigneusement fixé sur le chantier.
 Comme il ne sera pas possible de cintrer les virures pour réaliser le tableau arrière, les extrêmités de celles-ci seront collées sur le dernier couple qui lui est solidement fixé à l’étambot. Par la suite, une fois le bordé terminé, je vais coller des blocs de part et d’autre de l’allonge de voûte et mettre ces derniers en forme pour créer le bel arrondi du tableau arrière.
Comme il ne sera pas possible de cintrer les virures pour réaliser le tableau arrière, les extrêmités de celles-ci seront collées sur le dernier couple qui lui est solidement fixé à l’étambot. Par la suite, une fois le bordé terminé, je vais coller des blocs de part et d’autre de l’allonge de voûte et mettre ces derniers en forme pour créer le bel arrondi du tableau arrière.


 Je pose maintenant les deux premières virures, soit le galbord et le ribord.Puis continue avec les suivantes en alternant toujours babord puis tribord pour éviter la déformation due au fortes tensions lorsque l’on presse les virures avec les serres-joints pendant le séchage de la colle.
Je pose maintenant les deux premières virures, soit le galbord et le ribord.Puis continue avec les suivantes en alternant toujours babord puis tribord pour éviter la déformation due au fortes tensions lorsque l’on presse les virures avec les serres-joints pendant le séchage de la colle.
La suite sur la page suivante
A ce stade de la construction, je suis dans l’obligation de répondre déjà aux quelques questions qui me sont posées. J’en vois qui sont perdus et qui ne suivent plus au fond de la classe !
Quel bois utilisez-vous pour le bordé ? Réponse : du tilleul.
Les virures sont elles collées encore mouillées ? Réponse : non, la virure est mise en place sur la coque, ensuite, soit je laisse sécher 24 à 48 heures et je colle le jour suivant, soit j’accélère le séchage au moyen d’un fer à décaper ou d’un sèche cheveux, ce qui permet de coller après environ une à deux heures.
C’est quoi ces bidules en bois que l’on voit sur les photos à cheval sur les virures entre les serres joints ? Réponse : C’est tout simplement des petites pinces en forme de U qui son légèrement plus longues que la largeur d’une virure et qui permettent un alignement parfait avec la virure précédente pendant le collage.
Les virures sont elles brochetées ? Réponse : non pour les deux premières contre la quille, oui pour toutes les suivantes.
Comment brochetez-vous les virures (les bordés) ? Réponse : ( voici ma recette !) Ces derniers sont maintenus sur le champ dans un posage fabrication maison puis : petit rabot, cale à poncer, huile de coude avec une pincée de bon sens et une pointe de couteau de savoir faire.
Pour plus d’information sur le brochetage relisez sur ce site la construction de la chaloupe Brienz, tout y est expliqué.
C’est quoi la différence entre un bordé et une virure ? Réponse : La virure est une suite de bordages entre la proue et la poupe du bateau. La virure, si elle n’est pas d’un seul tenant est donc constituée de plusieurs bordages mis bout à bout. Une fois le travail terminé on dit que la coque est entièrement bordée. On parle volontiers du bordage ou du bordé d’une coque, cela revient au même.
Voilà, vous savez tout et je continue maintenant ma construction, déjà 16 virures sont collées, la coque prend forme petit à petit.
Réponse à la question que l’on m’a posée plusieurs fois: pourquoi cette différence de couleur subite des bordés ? C’est tout simplement que, à partir de la troisième virure, je trempais celles-ci dans une solution eau + 25% ammoniac qui donnait un aspect plus foncé au tilleul naturellement très clair. Je n’ai donc pas changé de bois et toute la coque est bordée en tilleul.


Après quelques jours, pas mal d’huile de coude et beaucoup de poussière ,voici la coque entierement bordée et poncée.


Sur cette vue de détail,. on distingue mieux le travail de brochetage des virures. Celles-ci sont parfaitement jointives. Pas le moindre dixième de milimètre de jour sur toute la longueur et aucun mastic n’est toléré pour boucher un trou. Si une virure n’était pas parfaitement jointive avant collage, je retouchais jusqu’à satisfaction du chef de chantier !!


Il faut maintenant coller les blocs de balsa de part et d’autre de l’allonge de voute pour réaliser l’arrière du bateau et poncer en forme selon le gabarit visible sur la vue ci-dessous

 La poupe est poncée légérement mastiquée prête au recouvrement.
La poupe est poncée légérement mastiquée prête au recouvrement.
Désavantage : l’odeur ! ( travailler avec un masque est conseillé )
L’ensemble de la coque est une fois encore grattée a la lame pour obtenir une surface bien lisse, les petits défauts et imperfections sont mastiqués au mastic deux composants, le tout une fois encore gratté et poncé légérement au papier 400.
Voilà donc la coque lisse comme une peau de bébé et prête pour recevoir le tissus tissé fibre de verre 25gr/m2 qui va assurer l’étanchéité parfaite de la coque et solidifier encore cet assemblage de bordés.


Un coupon de tissus de verre est donc déposé sur la coque.
 Puis ce dernier est progressivement imprégné de résine époxy deux composants. Il vient donc se plaquer contre le bois qui absorbe également une partie de la résine et bouche les pores. Vous remarquerez que je procède toujours par demi coque.Il est maintenant nécessaire de laisser la résine polymèriser environ 12 heures avant de procéder à la couverture de l’autre demi coque. Les taches blanches qui sont visibles sur la coque sont tout simplement les endroits mastiqués au deux composants.
Puis ce dernier est progressivement imprégné de résine époxy deux composants. Il vient donc se plaquer contre le bois qui absorbe également une partie de la résine et bouche les pores. Vous remarquerez que je procède toujours par demi coque.Il est maintenant nécessaire de laisser la résine polymèriser environ 12 heures avant de procéder à la couverture de l’autre demi coque. Les taches blanches qui sont visibles sur la coque sont tout simplement les endroits mastiqués au deux composants.
Le mastic n’est pas utilisé pour boucher les trous dus à une mauvaise jointure des virures mais pour corriger les défauts et les écrasements provoqués par les serres-joint et les pinces, et corriger parfois un défaut qu’il n’aurait pas été possible de rattraper sans diminuer l’épaisseur de la coque de manière trop conséquente.


 Après avoir déposé le tissus sur le deuxième côté et laissé la résine polymériser à nouveau 24 heures, je donne un coup de ponçage général au papier fin pour faire disparaitre les éventuelles petites irrégularités ou petits grains de poussière qui se seraient déposés pendant le séchage. Ensuite, je donne une deuxième couche de résine époxy, toujours diluée à l’alcool à brûler. La trame du tissus disparait alors complètement et j’obtiens une coque parfaitement lisse, prête à être vernie
Après avoir déposé le tissus sur le deuxième côté et laissé la résine polymériser à nouveau 24 heures, je donne un coup de ponçage général au papier fin pour faire disparaitre les éventuelles petites irrégularités ou petits grains de poussière qui se seraient déposés pendant le séchage. Ensuite, je donne une deuxième couche de résine époxy, toujours diluée à l’alcool à brûler. La trame du tissus disparait alors complètement et j’obtiens une coque parfaitement lisse, prête à être vernie


 Pendant que la résine polymérise, j’en profite pour découper et préparer le Ber qui, une fois assemblé, va recevoir la coque lorsque celle ci sera retournée. C’est sur le Ber que se poursuivra toute la suite de la construction du Cheviot.
Pendant que la résine polymérise, j’en profite pour découper et préparer le Ber qui, une fois assemblé, va recevoir la coque lorsque celle ci sera retournée. C’est sur le Ber que se poursuivra toute la suite de la construction du Cheviot.

La coque reçoit maintenant deux stabilisateurs de roulis et une couche de fond d’accrochage. Sur la photo utilisée comme modèle de construction, on constate en effet que ce bateau était muni de stabilisateurs de roulis. J’ai un peu triché sur les proportions et, sur la maquette, ces derniers sont un peu plus courts et surtout plus haut . On distingue également sur la quille 3 petits trous. Se sont des inserts en laiton avec des taraudages à M3, ce qui me permettra, si nécessaire, de placer une fausse quille lestée supplémentaire de 1 cm de haut pour augmenter encore la stabilité du bateau en navigation.
Il est temps maintenant de dévisser les couples maintenus sur le chantier de retourner enfin la coque et de la déposer sur le Ber pour le reste de sa construction


Le couples sont retirés progressivement au fur et à mesure de la pose des membrures qui viennent petit à petit renforcer ce qui n’est pour l’heure qu’une construction fragile et peu rigide.


Les membrures sont faites de 3 couches de lames de 8mm de large épaisseur 1mm collées l’une sur l’autre.
 Ce travail terminée je ponce les membrures au raz du bord supérieur de la coque puis, une fois n’est pas coutume, je décide de fibrer également l’intérieur de la coque avec une couche de tissus de verre 25 gr. entre les membrures pour bien protéger et isoler le bois des projections inévitables du groupe vapeur.
Ce travail terminée je ponce les membrures au raz du bord supérieur de la coque puis, une fois n’est pas coutume, je décide de fibrer également l’intérieur de la coque avec une couche de tissus de verre 25 gr. entre les membrures pour bien protéger et isoler le bois des projections inévitables du groupe vapeur.



Cette opération terminée, je pose la bauquière, la contre bauquière, le plat bord, j’ébauche les barrots et réalise le safran. A ce stade de la construction, la coque est maintenant beaucoup plus rigide et solide et ne pèse que 1kg200 seulement. L’objectif d’avoir une coque la plus légère possible est donc atteint.




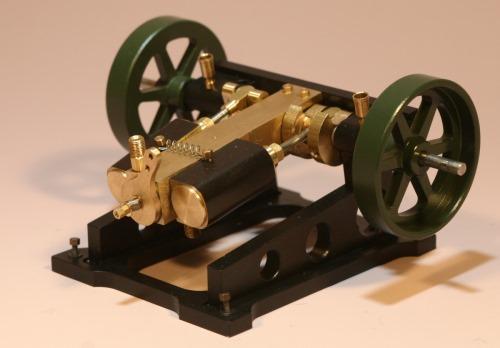
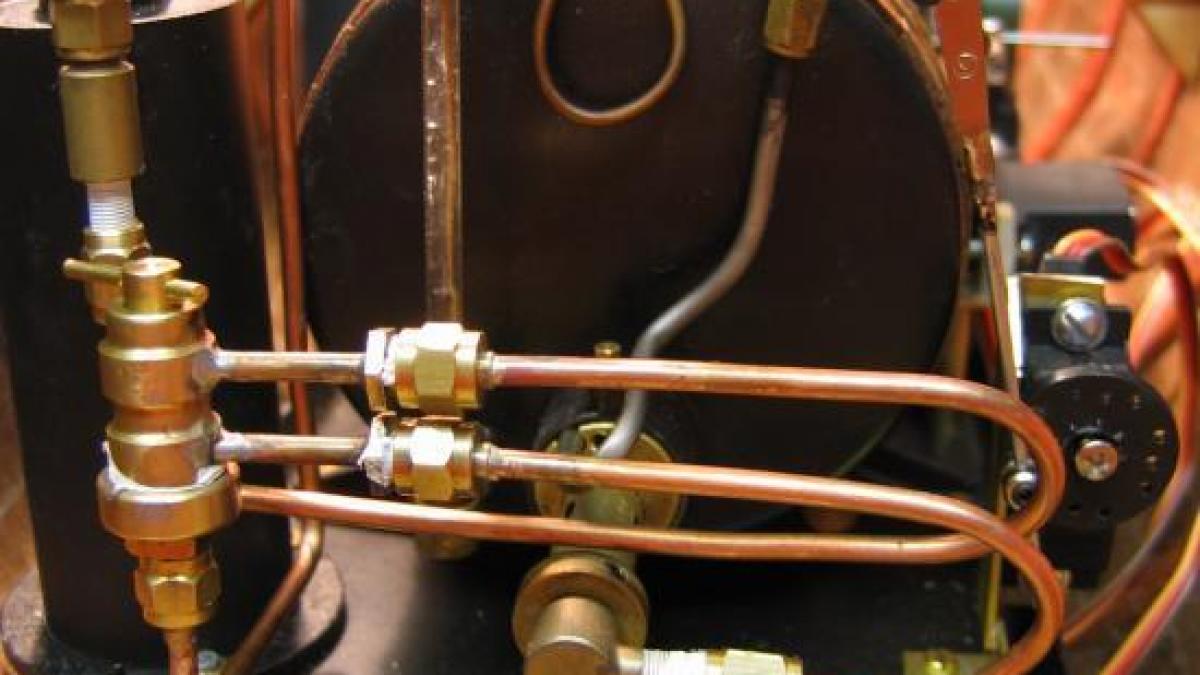
 Pose des traverses de fixation du groupe vapeur. Pour en savoir plus sur ce groupe cliquez ICI
Pose des traverses de fixation du groupe vapeur. Pour en savoir plus sur ce groupe cliquez ICI
Un premier test de mise à l’eau est effectué pour maintenant verifier l’étanchéité parfaite de la coque et définir pratiquement le poids du bateau terminé une fois celui-ci bien dans sa ligne. Je vous livre ici quelques chiffres. La coque telle que vous la voyez aujourd’hui pèse 1Kg500. Le groupe vapeur complet chaudière vide 2Kg610. La contenance utile de la chaudière est d’environ 3,2 décilitres. Pour que le bateau soit bien dans sa ligne j’ai du ajouter provisoirement 3kg612 de lest. Le bateau terminé devrait donc faire un poids total de 7Kg720. J’ai donc encore pas mal de marge mais je vais continuer à construire le plus léger possible tout ce qui se trouve en dessus du centre de gravité de manière à obtenir un bateau stable.
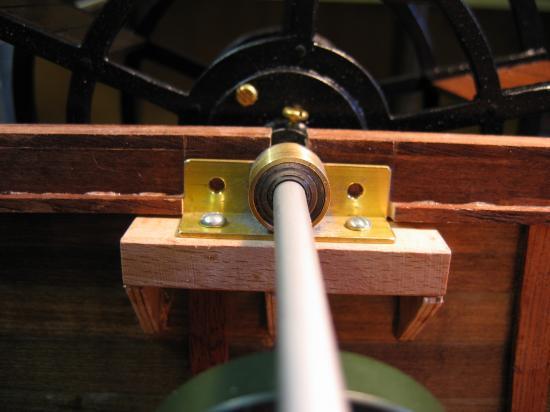
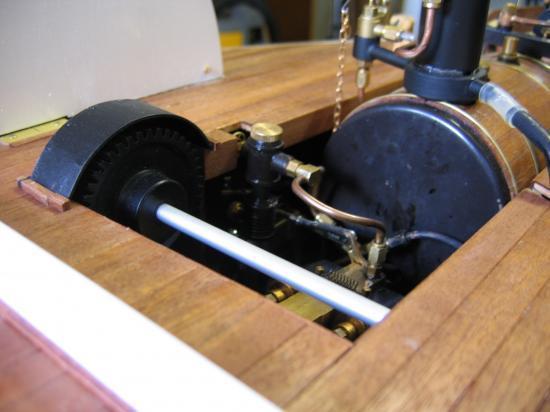
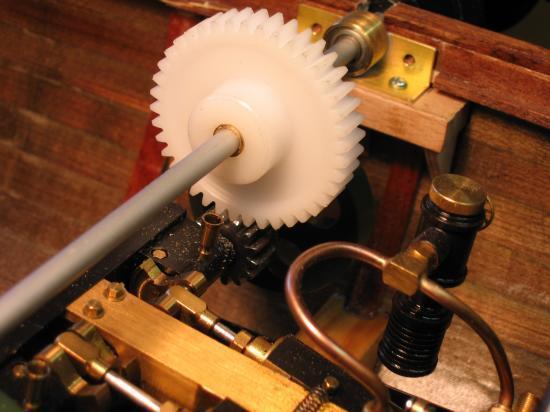
 Les roues à aubes, qui sont maintenant terminées, doivent prendre place sur la coque et reliées au groupe vapeur. J’ai prévu un axe de 6mm qui va tourner sur deux paliers fixés à babord et tribord et qui comportent 2 roulements chacun. L’axe de la machine sera relié à l’axe de la roue par deux roues dentées avec une réduction de 1/3. Tous ces composants sont en préparation et je vous en parle prochainement.
Les roues à aubes, qui sont maintenant terminées, doivent prendre place sur la coque et reliées au groupe vapeur. J’ai prévu un axe de 6mm qui va tourner sur deux paliers fixés à babord et tribord et qui comportent 2 roulements chacun. L’axe de la machine sera relié à l’axe de la roue par deux roues dentées avec une réduction de 1/3. Tous ces composants sont en préparation et je vous en parle prochainement.






J’ai ensuite travaillé à réalisation et la pose des paliers à double roulements qui recoivent l’axe des roues. Cette phase est particulièrement délicate car l’alignement doit être parfait . Le jeu entre la denture du pignon de l’axe machine et la roue dentée de l’axe des roues doit également être minime et permettre une rotation sans points durs. On travaille ici au dixème de millimètre !





Pour découvrir comment sont réalisées les roues à aubes du Cheviot vous pouvez cliquer ICI
 Tel est l’avancement de ma consruction au 7 février 09.
Tel est l’avancement de ma consruction au 7 février 09.



Le cadre support, autour des roues, est réalisé en baguettes de pin puis habillé de lames de tilleul 2mm d’épais. Ces lames seront encore contreplaquées avec de l’acajou 1mm. Les deux caches roues sont réalisés dans un contre plaqué tilleul de 0.8mm. Pour une bonne protection contre l’humidité l’intérieur est doublé de fibre de verre 25gr/m2 enduit soigneusement de résine époxy.
Après avoir retiré le groupe vapeur et les roues, je termine le vernissage de la coque et des caches roues, puis je procède à la fixation définitive des barrots de pont. Je réalise les diverses trappes de visite qui permettront un accés facile à l’intérieur de la coque en cas de besoin.






Tel est l’avancement du projet au 07 avril 09.
Avec les jours qui rallongent et le beau temps du mois d’avril le rythme de construction c’est quelque peu ralenti !!
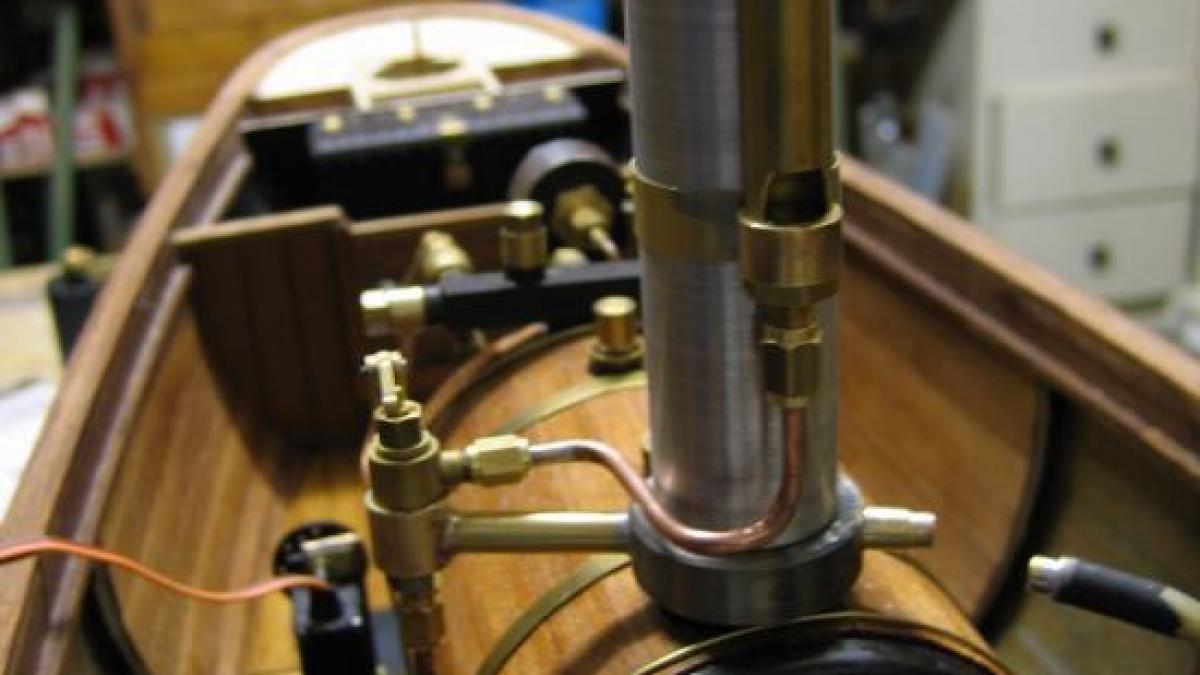
Voici maintenant quelques images de l’avancement au 29 avril 09. On y voit le pont entièrement couvert, et ce même pont avec toutes les trapes de visite ouvertes, ce qui montre bien la bonne accessibilité au groupe vapeur et à la RC. Je vais maintenant terminer la fermeture de part et d’autre de l’avant de la chaudière.






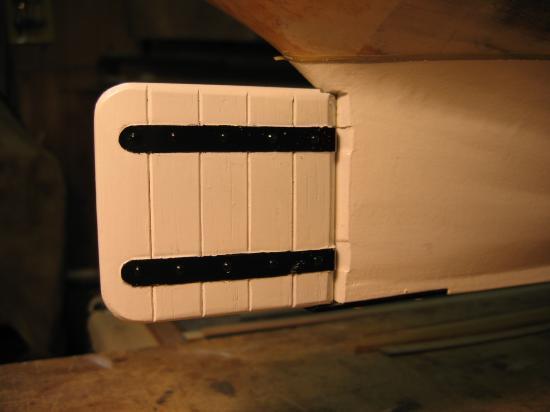
6 mai 08, après avoir terminé la couverture du pont, je remonte définitivement tout le groupe vapeur pose et règle la RC et procède à un essai. Prochaine étape réalisation de la barre du safran, de l’escalier qui permet au mécanicien de monter sur le pont, et des rambardes en laiton.












La pose des rambardes. Ajustage juste avant le soudage.



Réalisation de la barre de commande du safran de la base du mat pour le pavillon des bittes d’amarage de la poupe et des bouées de sauvetage




Les escaliers sont posés et le petit chien du mécano se repose déjà sur le pont !

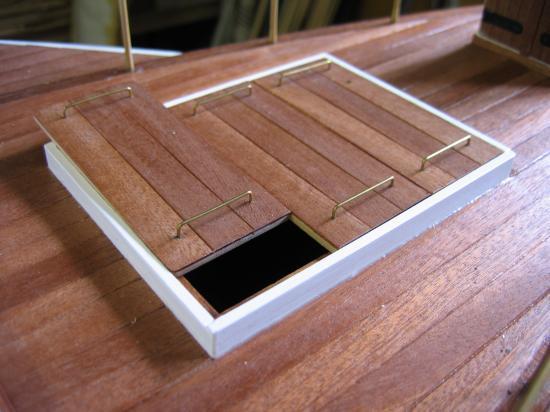
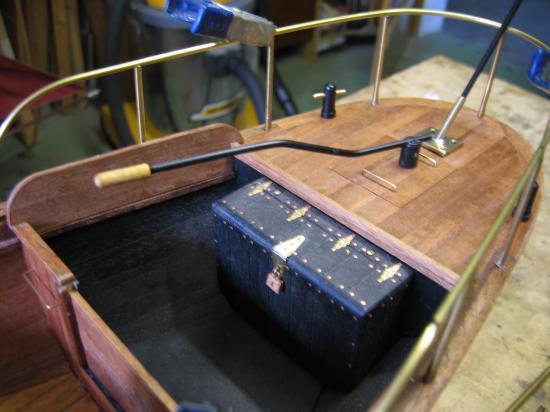
Pose des panneaux de fermeture de la soute à marchandise.
Et pour conclure voici quelques vues du bateau entièrement terminé.





Découvrez des vidéos du Cheviot en navigation en cliquant ICI
Si vous souhaitez découvrir le lac ou naviguait ce vapeur en Nouvelle Zélande vous pouvez cliquer ICI




Ajouter un commentaire