L'Orénoque 1848
L'Orénoque
Préambule: Il ne s'agit pas ici de vous présenter dans le détail toute la construction de ce bateau historique, mais les modifications et transformations nécessaires pour propulser cette maquette avec un groupe vapeur.
La maquette a été achetée par un ami auprès d'un modéliste qui, pour des motifs que j'ignore, souhaitait s'en séparer alors même qu'elle était encore en cours de construction. Cet ami m'a demandé de définir quel groupe vapeur serait susceptible de propulser la maquette, puis de l'installer dans la coque du navire et de procéder aux essais. Cette étape terminée, il reprendra la frégate chez lui pour en terminer la construction avant la première navigation.
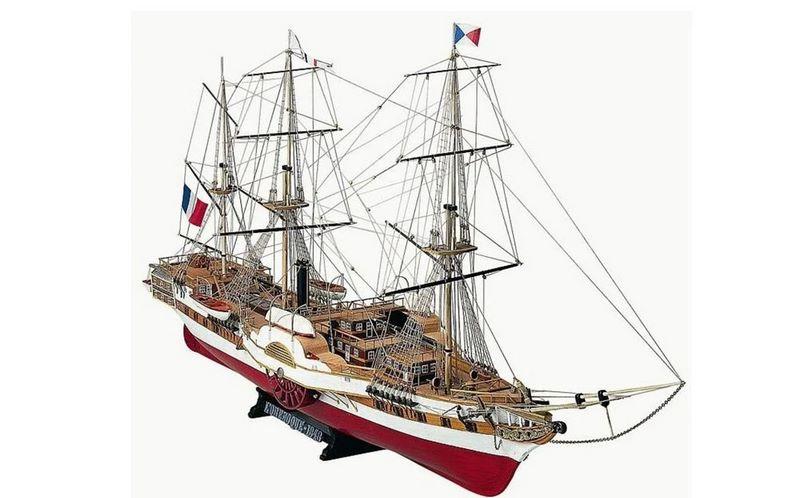
La maquette dont on va parler dans ce reportage est la réplique agrandie au 1/50 ème de la maquette au 1/100 ème proposée en kit par la firme italienne Mamoli telle que vous pouvez la visionner complètement assemblée sur la photo ci dessus . Elle est construite entièrement en bois.
Voici les caractéristiques de la maquette à l'échelle 1/50 ème
Longueur hors tout : 1,67 mètre
Longueur au pont : 1,40 mètre
Largeur coque au maitre beau 0.25 mètre
Largeur hors tout : 0.52 mètre
Hauteur: 0.910 mètre
Poids estimé : environ 13 kilos. ( Estimation au pifomètre à vérifier à la fin de la construction ! )
Historique :
C'est l'une des premières frégates française mixte. Il s'agit d'un trois mâts barque avec propulsion par voile et à vapeur au moyen des roues à aubes à pales fixes. Sa mise en chantier débute en 1841 et le lancement du navire à lieu en 1843. Il faisait 83.5 mètres de long, une largeur de 26,5 mètres et une hauteur de 15,5 mètres. Il avait un dépacement de 2568 tonneaux. ( A noter que le tout premier bateau à propulsion mixte de la marine française était le Sphinx dont vous pouvez suivre la construction en cliquant ICI )
L'Orénoque disposait d'une propulsion de conception avancée pour l'époque. Il conserve la nature typique des frégates. Bien que armé de 18 pièces d'artilleries, il n'est pas très utilisé par l'armée pour des combats mais plutôt pour le transport de troupes. Le 30 janvier 1875, Monsieur Henri Wallon est élu président de la république. Le déclin des navires mixtes commence et ils sont peu à peu remplacés par des bateaux à vapeur à hélice.
En 1878, la troisième exposition universelle à lieu à Paris. C'est aussi la fin de la carrière militaire de l'Orénoque qui est définitivement rayé de l'armée française. Il est transformé en baleinier et c'est le long des côtes de Terre Neuve et des Iles de Saint Pierre et Miquelon qu'il participe à la chasse à la baleine.
Voici maintenant ci dessous L'Orénoque tel qu'il se présente lors de son arrivée dans mon atelier pour l'installation du groupe vapeur. Ne vous y trompez pas, même si celui-ci à l'air pratiquement terminé, il reste un volume de travail important en particulier pour l'accastillage et le gréement.










Le groupe vapeur
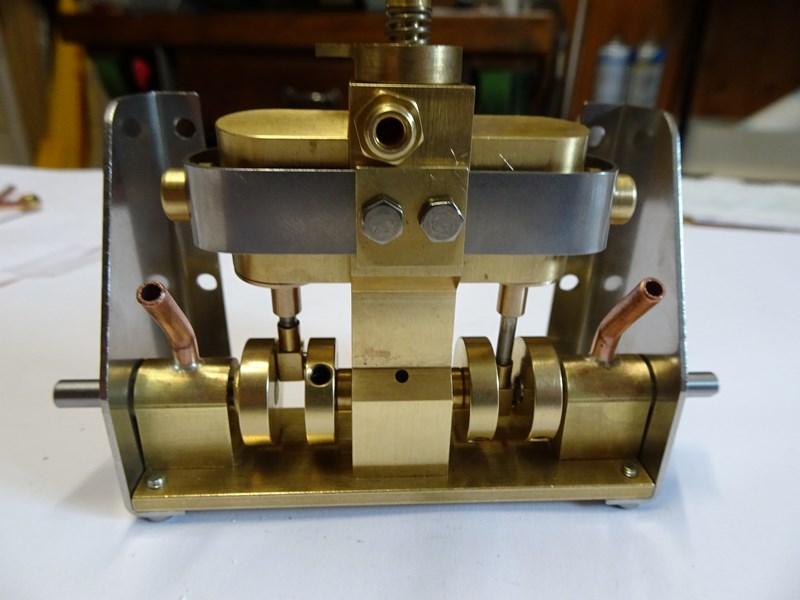
Le choix du groupe vapeur et toujours délicat lorsqu'il s'agit d'installer celui-ci après coup, alors que rien n'a été prévu pour le recevoir. En effet; en général on construis un bateau autour d'un groupe vapeur et non l'inverse. En fonction du volume de la coque et de la place encore disponible à l'intérieur de celle-ci, c'est le groupe vapeur Libra Padle Steam de la firme anglaise Clevedon Stram qui à été choisis. Celui-ci est acheté en kit et il sera entièrement assemblé testé et rôdé dans mon atelier. La machine est donnée par le constructeur comme capable de propulser un bateau à rous à aubes jusqu'à 15 kilos de déplacement. En cas d'intérêt de votre part, vous trouverez ici le lien vers le site Clevedon en cliquant ICI.
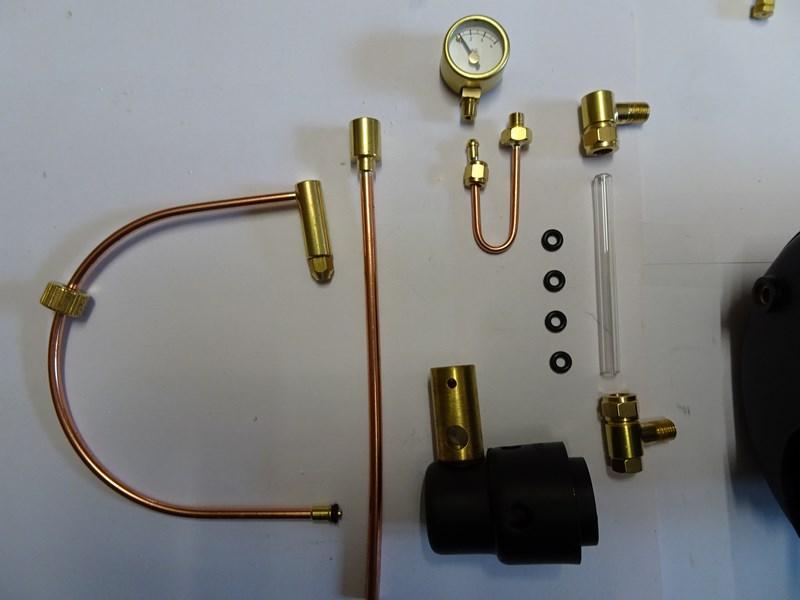
Les pièces sont bien usinées et préparées et le montage ne pose pas de problème pour qui fait un peu de mécanique. Il sufit d'être soigneux et de procèder pas à pas sans jamais forcer et de bien observer les vues éclatées livrées avec le kit. Le seul problème rencontré concerne l'assemblage de la chaudière. Il se situe au niveau des joints du niveau d'eau qui sont livrés avec le kit. Ces joints sont trop gros en diamètre de fil ( épaisseur ) et il est impossible de les faire rentrer dans les écrous presse étoupe sans risquer de casset le tube de verre. J'ai remplacé ces joints en puisant dans mon stock avec quelque chose de mieux adapté.
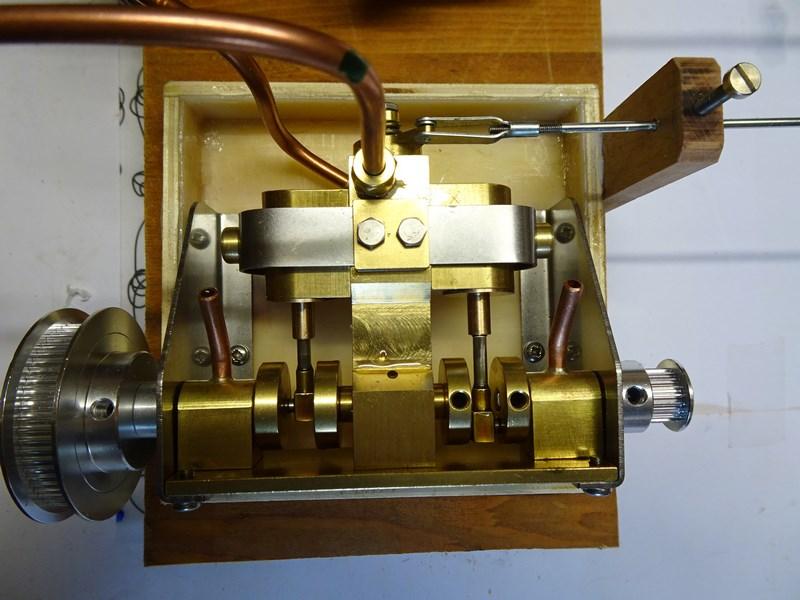
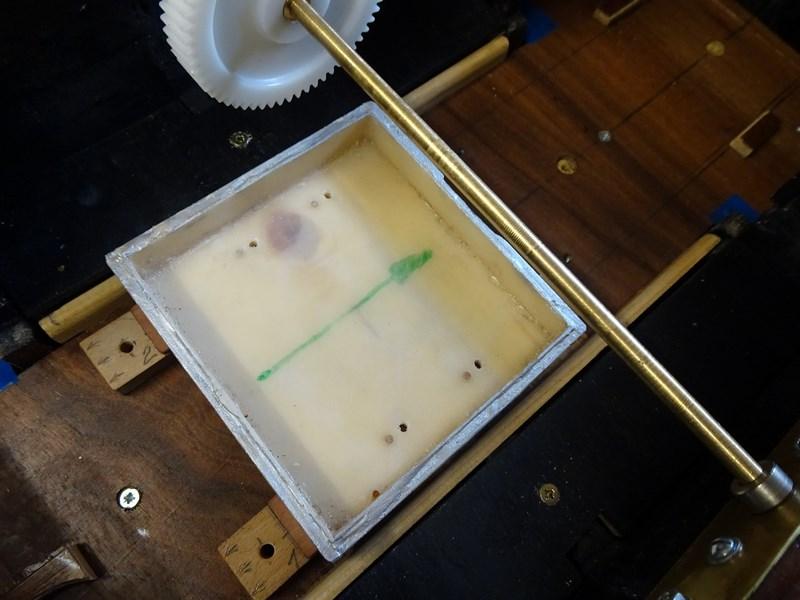
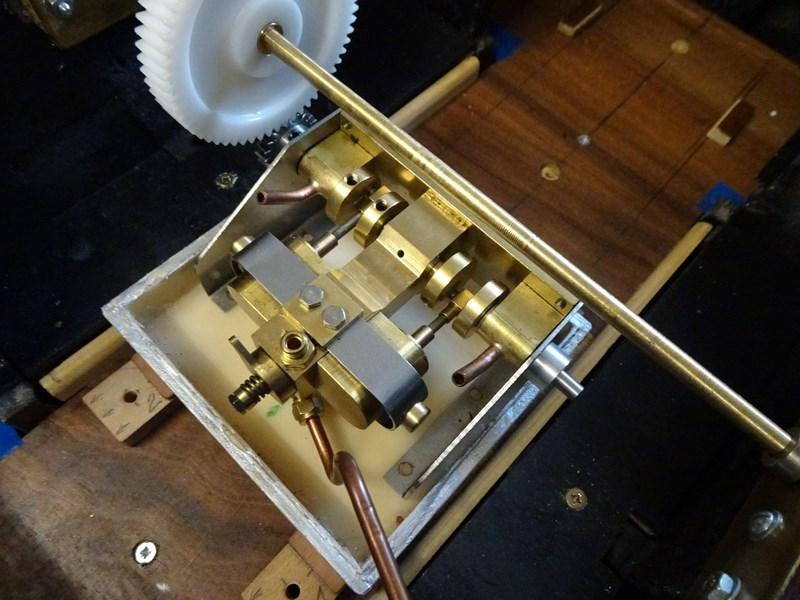
Un fois tous les élément du groupe assemblés, ces derniers sont montés provisoirement sur un banc d'essai pour la première mise en chauffe. Le rendement du tandem brûleur chaudière est particulièrement bon et on atteint déjà 1 bar après 5 minutes de chauffe, ce qui n'est pas chose courante. La machine à cylindres oscillants possède sa propre vanne permettant, avec un seul servo, de commander, à partir du point mort, la marche avant et arrière. Les tiges des pistons coulissent dans des tulipes qui ne possèdent pas de presses étoupe et il y à forcément un peu de fuites à ce niveau. Je qualifierais ces fuites de modérées et d'acceptables sur cette machine Libra, contrairement à la Virgo qui, pourtant de la même conception mais d'un cylindrée inférieure, fuit beaucoup trop. J'ai prévu de placer la machine dans un petit bac de récupération des fuites et projection d'huile, ce qui permettra de laisser la coque parfaitement propre à l'intérieur du bateau. L'autonomie prévue est d'un peu plus de 30 minutes en théorie et à plein régime. Ceci reste à vérifier lors des test de navigation.
Il faut particulièrement bien réfléchir à l'implantation dans la coque et faire les retouches nécessaires pour tout placer le plus judicieusement possible et en ayant toujours le souci de pouvoir tout démonter facilement et rapidement si nécessaire, ne serait ce que pour l'entretien ou une réparation. Le bateau étant entièrement fermé inutile de dire que la température intérieure monte rapidement et il est nécessaire de prévoir une aération. Celle ci se fera au moyen de deux petits ventilateurs ( type ventilateur d'ordinateur ) Ces deux ventilateurs vont aspirer l'air chaud qui se concentrera sous le pont. Les fenètres des cabines seront laissées sans vitrage pour permettre le remplacement de l'air chaud par une arrivée d'air frais. La parroi extérieure de la cheminée de la chaudière ne doit pas toucher ni le pont, ni le support également sur le pont. En effet la cheminée atteint une température élevée qui risquerait une fois de bouter le feu au pont ! le meilleur isolant étant l'air il faut laisser un espace suffisant entre ces éléments.
Les images ci dessous vous montrent l'assemblage du groupe vapeur et son implantation sur le banc d'essai. Le lien vers la vidéo vous montrera la pemière mise en chauffe du groupe sur son banc d'essai.











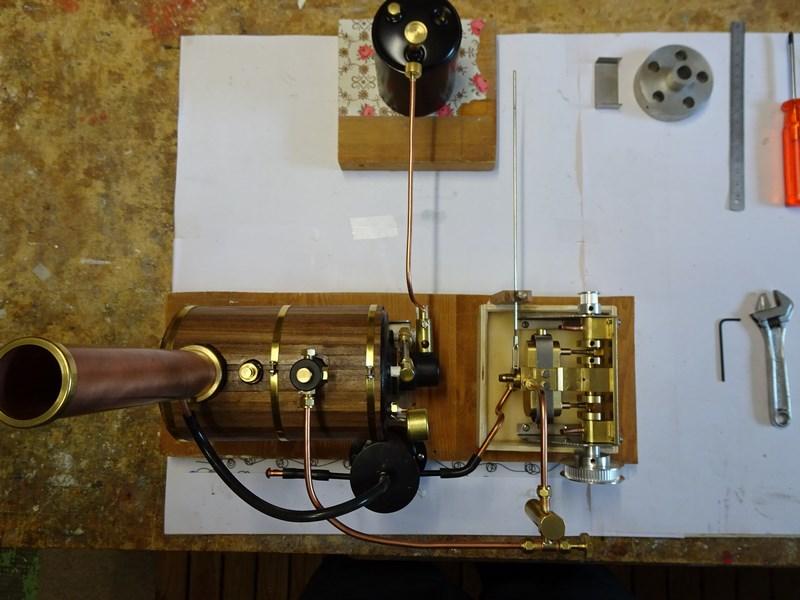
Vous trouverez la vidéo du groupe en fonctionnement en cliquant ICI
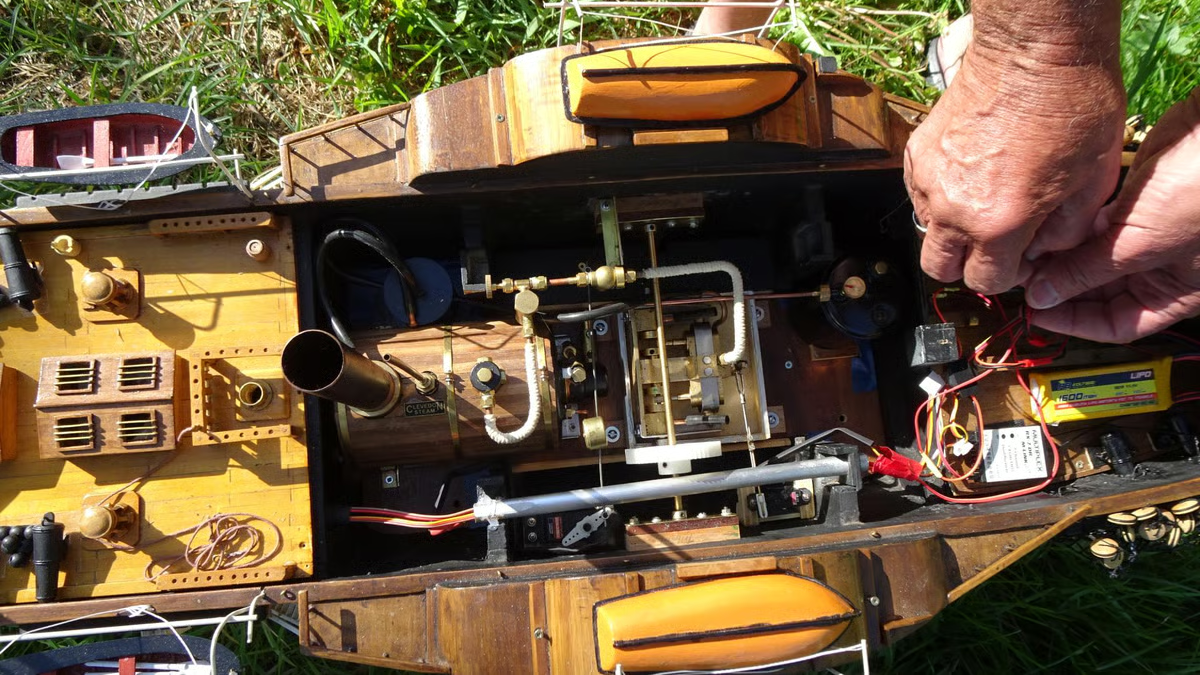
Implantation du groupe vapeur dans la coque
Dans un premier temps je dois positionner la chaudière. C'est l'infrastructure, avec la position de la sortie de la cheminée, qui va déterminer son exact emplacement sur le plancher au milimètre près. Les modifications et retouches nécessaires permettent finalement de réaliser quelque chose de propre et soigné. L'intervale que l'on peut observer autour du diamètre de la cheminée et l'infrastructure est nécessaire. L'air étant le meilleur isolant cette technique permetra d'éviter que la cheminée de bouter le feu à l'infrastructure.





Le groupe vapeur sera fixé sur un nouveau plancher plus résistant. Celui-ci à été abaissé de 2cm. par rapport à l'ancien pour permettre le passage de la chaudière sous le pont. Toute les fixations sur ce plancher se feront par des vis métriques, grâce à des écrous à griffes qui ont été ajustés et collés sous le plancher et ceci en regard des différents éléments à fixer. Je déteste les vis à bois pour ce genre de fixation car celles-ci ne permettent pas de nombreux démontages et finissent souvent par rapidement tourner dans le vide.
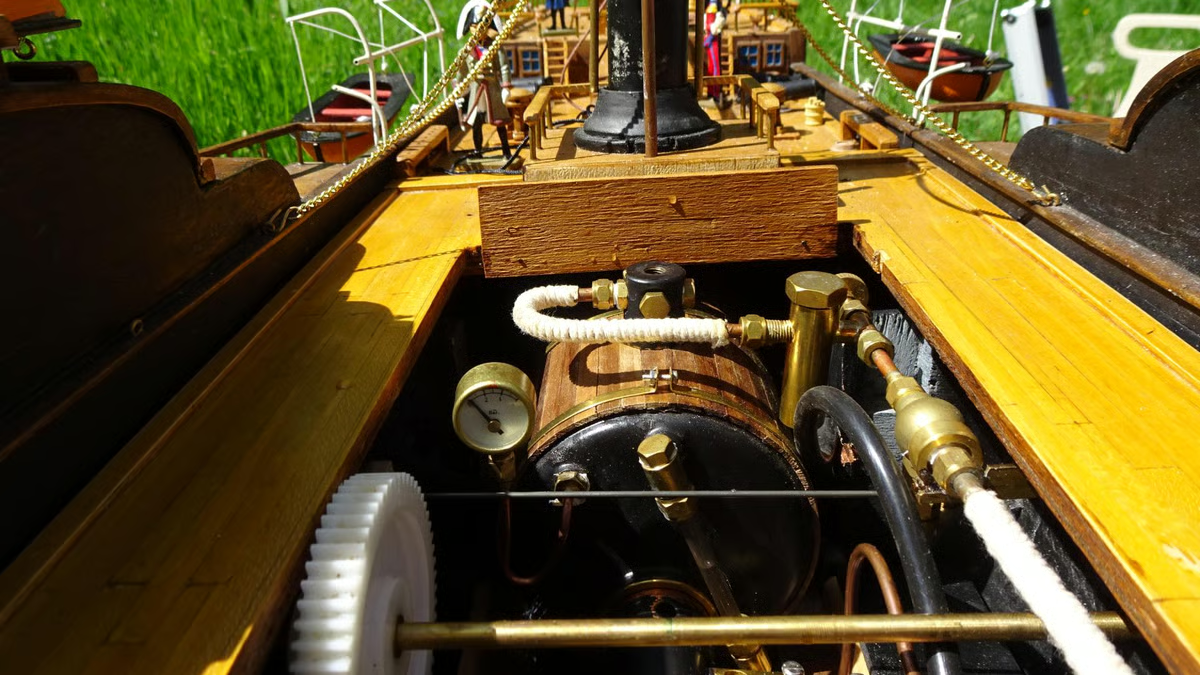
J'aurais souhaité utiliser un axe de roue de minimum 6mm de diamètre, mais c'est finalement, et pour diverses raisons, que j'ai opté pour du 5mm. Cet axe va tourner sur deux paliers qui se trouvent fixés contre la coque à babord et à tribord. Ces deux paliers contiennent un roulement à billes prolongé d'un palier lisse avec un diamètre suppérieur de 3 à 4 centièmes de mm. à celui de l'axe. Aux deux extrêmités de l'axe, je dois tourner celui-ci au diamètre de 4,5 mm. pour respecter le diamètre du moyeux de roue qui ne peut malheureusement pas être modifié et passer à 5mm sans être dans l'obligation de reconstruire entièrement les roues. Je vous prie de croire que le parfait alignement des paliers lisses et des roulements permettant à l'axe de tourner librement sans jeux et sans points durs n'a pas été chose facile et à nécessité pas mal de réflexions. La conception finalement adoptée permet également le démontage d'un palier pour échanger un roulement si nécessaire sans modifier l'alignement.


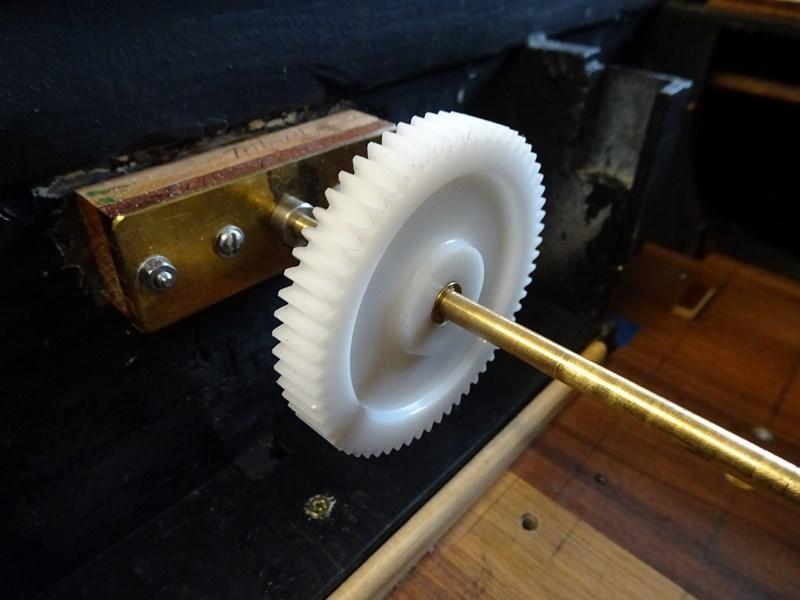


La transmission entre l'axe machine et l'axe des roue se fera par engrenages. ( J'avais imaginé et essayé de faire cette transmission par poulies crantées et couroie mais la tension sur la couroie provoquait trop de déformation de l'axe, ce qui provoquait un frein conséquent sur les paliers. J'ai donc abandonné au profit d'une transmission par engrenage avec un pignon en acier de 20 dents sur la machine et un pignon en Polyacétal de 60 dents sur l'axe des roues. Module 1 pour avoir des dents assez grosse et Polyacétal pour adoucir la marche et éviter le bruit carractéristique des trains d'engrenages. ) Le rapport est donc de 3 à 1 autrement dit pour trois tous machine on obtient un tour des roues à aubes. La rotation des roues à aubes en modélisme étant de 90 à 130 tours / minute environ, la machine tournera donc entre 270 et 390 tours/ minute.
Le fait d'avoir un diamètre plus petit pour la fixation des roues pose un problème car il est alors impossible de monter et demonter les deux roues en tirant simplement sur l'axe pour sortir celui-ci de la coque. Il est donc nécessaire d'avoir, sur un côté, la barre de maintien du palier lisse extérieur démontable. C'est c'est qui a été fait et on le voit très bien sur les photos qui suivent.





Le système de fixation de la machine est réalisé de telle manière qu'il permet facilement de multiples démontages et montages et l'obtention du jeux minimum nécessaire entre le pignon et la roue de l'axe pour permettre un fonctionnement optimum.



Avant de remonter la chaudière pour procéder aux premiers essais à la vapeur, il faut définir l'emplacement du réservoir gaz et du déshuileur.


Voici maintenant la vidéo du premier essai à l'air comprimé pour vérifier que le montage fonctionne bien et que la transmission s'éffectue sans problème
Pour visionner la vidéo sur Youtube Cliquez ICI
Après cet essai à l'air comprimé il est temps maintenant de procèder au dernier test, à savoir faire tourner le groupe à la vapeur avant de livrer le batau à son propriétaire pour qu'il le termine complètement et que l'on puisse, dès le début de la saison prochaine, c'est à dire au printemps, précèder à la première navigation. Il faudra donc vous armer de patience avant de visionner la vidéo de cette première navigation. Dans l'intervale, vous pouver visionner la vidéo de la première mise en chauffe et du fonctionnement du groupe définitivement installé dans le bateau.
Pour visioner la vidéo sur Youtube Cliquez ICI
L'infrastructure et le gréement
Après ces essais concluants il faut maintenant terminer la construction de toute l'infrastructure tout en se souvenant que le but n'est pas de reproduire avec exactitude toute la complexité du gréement et de la voilure. Le choix de propulser ce bâtiment à la vapeur comme sur l'original nous oblige à avoir facilement et rapidement accès à la soute ou se trouve installé le groupe vapeur et le réservoir de gaz pour la chauffe de la chaudière. Concilier respect du plan de gréement et accés facile dans la coque est mission impossible et une simplification est donc nécessaire. Celle-ci sera faite de manière à ne pas trop dénaturer l'allure générale du bateau. Les photos qui suivent montrent le début de la construction de l'infrastructure.



La navigation
Le premier essai de navigation c'est soldé par une déception. Impossible de faire naviguer la maquette qui, par manque de lest, est d'une telle instabilité que celui ci ne demande qu'à se retourner. Retour en atelier pour modification et ajout de plus de 2kg de lest ! Puis pour des raisons diverses le voilier reste toute l'année 2025 en atelier et ce n'est que le 26 mai 2026 qu'un nouvel essai de navigation est prévu.
Préparation du bateau mise en chauffe rapide du groupe vapeur et dépose de la maquette sur l'eau. Cette fois c'est la bonne et la stabilité est excellente. Tout de suite on se rend compte que la machine est largement capable de faire tourner les deux grosses et lourdes roues à aubes et que, pour naviguer de manière réaliste, la moitié de la puissance est suffisante. Autre constatation rassurante, l'autonomie de fonctionnement du groupe est de 30 minutes. Pas de fuites constatées et l'adjonction des 2 ventilateurs pour extraire l'air chaud de la coque permet le maintien d'une température "normale" à l'intérieur de la soute.
Les quelques photos et vidéos qui suivent vous permettent de découvrir cette première journée d'essais avec trois navigations d'environ 30 minutes pour valider l'installation. D'autre petites améliorations seront certaiment apportées mais il est d'ors et déjà possible de dire que cette adjonction d'un groupe vapeur sur cette maquette est une réussite. Bons vents et bonnes navigations futures à mon ami Roger Varidel !












Et maintenant 2 vidéos
Commentaires
1 jean louis MONDY Le 27/11/2024
dommage que la suisse soit si loin !!
a suivre sur you tube
2 BRUNO BASCHOU Le 26/09/2024
je n'ai aucun doute pour la finalité ...
g-hautier-modelisme Le 26/09/2024
Ajouter un commentaire